Inline-Verarbeitung mit anschließendem Direktauftrag einer Polyurethandichtung
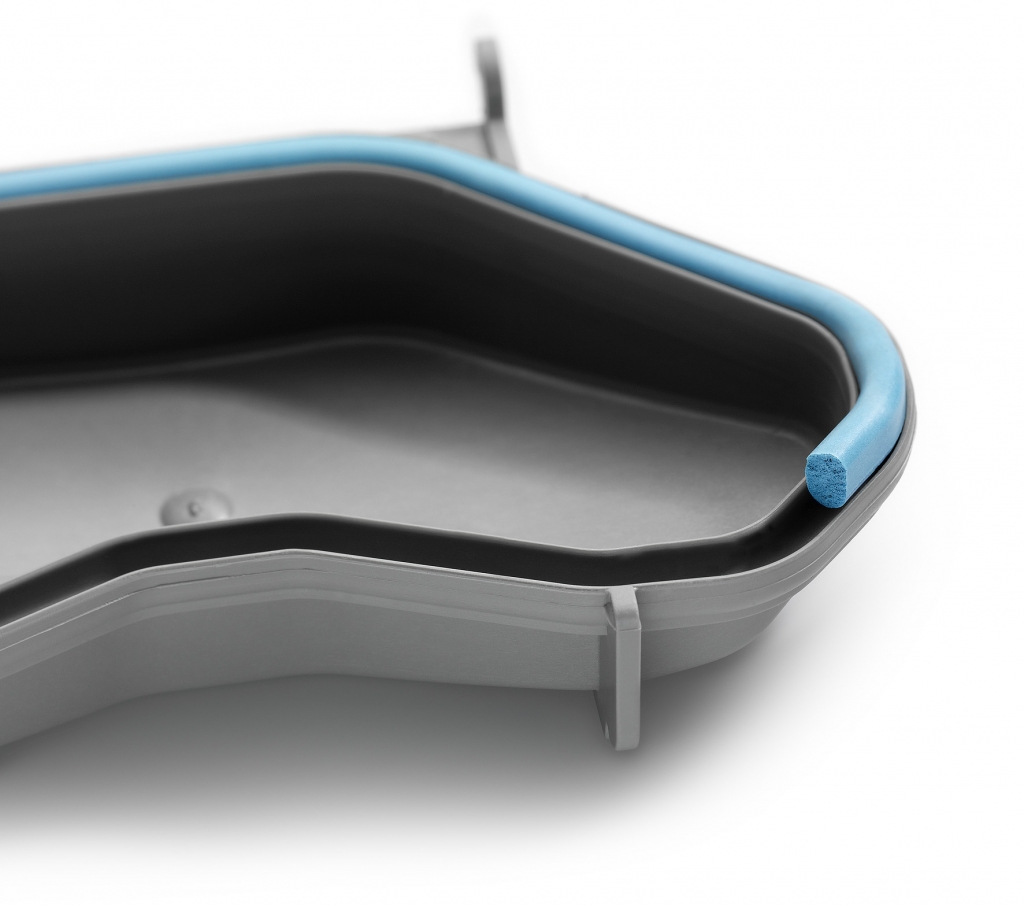 Die Scheinwerferabdeckungen werden spritzgegossen und in situ mit einem weichelastischen PUR-Dichtungsschaum versehen (Foto: Arburg).
Die Scheinwerferabdeckungen werden spritzgegossen und in situ mit einem weichelastischen PUR-Dichtungsschaum versehen (Foto: Arburg).
Spritzgießen und Schäumen verkettet
25.04.2012/Arburg. Zur Effizienzsteigerung von Spritzgießanlagen werden zunehmend vor- oder nachgelagerte Arbeitsschritte in den Fertigungsprozess integriert. Die Arburg GmbH+Co. KG, Loßburg hat in Kooperation mit Sonderhoff Unternehmensgruppe, Köln das Mold'n Seal-Verfahren entwickelt, das das Spritzgießen und Dichtungsschäumen eng verkettet. Die komplette Handhabung übernimmt ein Sechs-Achs-Roboter. Resultat dieses vollautomatisierten Inline-Schäumens ist eine deutliche Zeit- und Kostenersparnis. Ein Beispiel sind spritzgegossene Scheinwerferabdeckungen, die in situ mit einem weichelastischen PUR-Dichtungsschaum versehen werden (Abb. 1). Die Fertigung der Gehäuse konnte mit dieser Fertigungsanlage von zehn auf unter drei Minuten verkürzt werden.
Anlage mit Sechs-Achs-Roboter
Zum Einsatz kommt eine automatisierte Fertigungsanlage rund um einen elektrischen Allrounder 570 E mit einer Schließkraft von 2.000 kN und einem 4-fach-Werkzeug der Firma B&K. Ein Kuka Sechs-Achs-Roboter übernimmt die gesamte Handhabung und entnimmt mit seinem 4-fach-Entnahmemodul gleichzeitig die vier noch warmen, je 68 Gramm schweren PP-Spritzlinge und führt sie inline sofort der Misch- und Dosieranlage DM 402/403 von Sonderhoff zu. Dabei positioniert der Roboterarm jedes Gehäuse mit Dichtungsnut nacheinander unter dem Mischkopf. Um eine konturgenau geschäumte Dichtung zu erzeugen, wird nach der FIPFG-Technologie (formed-in-place foam gasket) gearbeitet. Während die PUR-Raupe über den fest installierten Mischkopf MK 600 dosiert wird, fährt der Kuka Sechs-Achs-Roboter die auf die Nut des Kunststoffteils abgestimmte, frei programmierbare Konturgeometrie ab.
Schäumen im Spritzgießtakt
Der von Sonderhoff neu entwickelte Zwei-Komponenten-Schaum aus der Fermapor K31-Familie ermöglicht die Verarbeitung im Spritzgießtakt. Sind Spritzgießmaschine, Robot-System, Dosieranlage und das eingesetzte PUR-Dichtungssystem perfekt aufeinander abgestimmt, kann über eine komplette Arbeitsschicht unterbrechungsfrei ohne Zwischenspülen in gleichbleibend hoher Qualität beschäumt werden. Pausen zum Reinigen des Mischkopfs sind nicht erforderlich, und eine Verlängerung des Gesamtzyklus wird somit effektiv vermieden.
Prozess von zehn auf drei Minuten verkürzt
Im Vergleich zum klassischen nachgeordneten Dichtungsschäumen verkürzt sich die Aushärtezeit von rund zehn auf weniger als drei Minuten, weil die vorhandene Bauteilwärme genutzt wird und der neue PUR-Schaum besonders schnell aushärtet. Auf lange Austakt- oder Transferbänder kann verzichtet werden. Die Zykluszeit für Spritzgießen, Handling und Schäumen der vier Bauteile beträgt 45 Sekunden. Der Platzbedarf für Spritzgießmaschine, Roboter, Dosieranlage und Austaktband liegt bei nur rund 50 Quadratmeter.
Roboter und Maschine werden eine Einheit
Der Einrichter an der Spritzgießmaschine kann die komplexen Bewegungen, wie sie für das Beschäumen notwendig sind, einfach selbst programmieren. Dazu wurde die Bedienoberfläche der Selogica-Maschinensteuerung in die Steuerung des Kuka Sechs-Achs-Roboters implementiert. Da Roboter und Spritzgießmaschine auf die gleiche Bediensystematik zurückgreifen, sind spezielle Programmierkenntnisse nicht länger erforderlich, externe Programmierkosten entfallen.


