 Rad im Partikelschaum-Verbundsptitzguss (Foto: Arburg)
Rad im Partikelschaum-Verbundsptitzguss (Foto: Arburg)
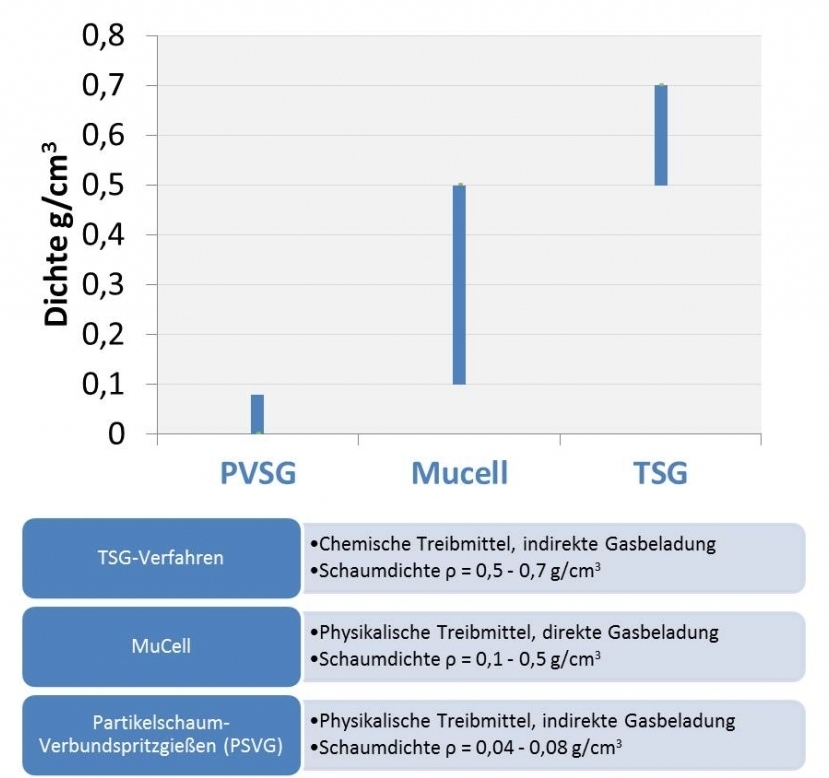 Je nach Spritzgießverfahren werden unterschiedliche Schaumdichten erzielt (Quelle: kunststoffe 2/2013, S. 14 bis 17, Autoren Dr. Hans Wobbe und Dr. Erwin Bürkle)
Je nach Spritzgießverfahren werden unterschiedliche Schaumdichten erzielt (Quelle: kunststoffe 2/2013, S. 14 bis 17, Autoren Dr. Hans Wobbe und Dr. Erwin Bürkle)
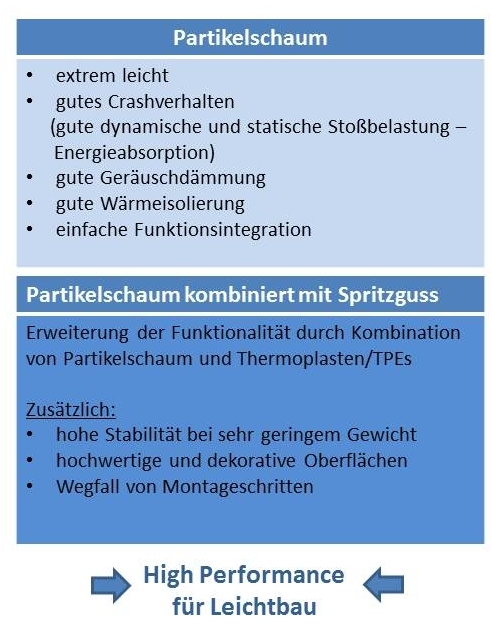 Eigenschaften von Partikelschäumen
Eigenschaften von Partikelschäumen
Partikelschaum-Verbundspritzgießen - ein neues Verfahren für den Leichtbau
Im Focus der Industrie steht heutzutage häufig die Herstellung leichter Bauteile, sei es beispielsweise in der Automobilindustrie oder im Baugewerbe. Die Beschäftigung mit den unterschiedlichen Schäumverfahren, ihre erzielbaren Eigenschaften und Dichten, zählt damit zum Pflichtprogramm vieler Verfahrens- und Produktentwickler. Die bislang verwendeten Spritzgießschäumverfahren, wie das TSG-Spritzgießen und das MuCell-Verfahren, sind zweifellos in Bezug auf die Dichtereduktion ausgereizt. Partikelschäume (EPP, EPS) hingegen bieten den Entwicklern die Möglichkeit, die Dichte der Bauteile um eine weitere Größenordnung zu reduzieren. Allerdings war bislang die Oberflächengüte für viele Anwendungen nicht geeignet. Mit dem Partikelschaum-Verbundspritzgießen (PVSG) können nun die Vorteile der beiden Verfahren kombiniert werden. Es entstehen Bauteile mit harten spritzgegossenen Trägern oder Gehäusen und funktionellen Partikelschaumbereichen.
Partikelschaum-Verbundspritzgießen
Das Partikelschaum-Verbundspritzgießen (PVSG) stellt eine dauerhafte mechanische Verbindung zwischen einer Partikelschaum- und einer Kunststoff-Komponente her. Arburg, Krallmann und Ruch Novoplast demonstrieren die Möglichkeiten des Verfahrens am Beispiel eines Rades für Modellflugzeuge. Bei der automatisierten Fertigung wird ein Reifen aus expandiertem Polypropylen (EPP) aus einem Puffer entnommen und in das Spritzgießwerkzeug eingelegt. Die Schließeinheit fährt zu und die Felge aus PP wird an das Rad angespritzt. Während des Einspritzens der Kunststoff-Komponente entsteht durch ein definiertes Aufschmelzen des geschäumten Einlegeteils eine dauerhafte mechanische Verbindung. Die Zykluszeit liegt bei 60 Sekunden. Das Schussgewicht beträgt 2,9 Gramm, das Gewicht des gesamten Bauteils 3,4 Gramm.
Weitere Informationen:
Umkehrung der Reihenfolge beim Partikel-Schaum-Verbund-Spritzguss
Bei dem Partikelschaum-Verbundspritzgießen wird also in einem ersten Arbeitsschritt die EPP-Komponente gefertigt und in einem zweiten Arbeitsschritt die harte Komponente angespritzt. Eine derartige Fertigung ist nur möglich, wenn der Partikelschaum der Schmelzetemperatur und dem Spritzgießdruck stand hält. Je nach Produktanforderungen und um einen Schaumkollaps bei niedrigen Partikelschaumdichten zu vermeiden, ist eine umgekehrte Reihenfolge, also erst die Fertigung des harten Materials und dann die Inline-Produktion des Partikelschaums, denkbar und bereits in einer Machbarkeitsstudie der Neuen Materialien Bayreuth GmbH (NMB), gefördert von Bayern Innovativ, Gesellschaft für Innovation und Wissenstransfer mbH, erfolgreich getestet worden. Hierbei denken die Entwickler an Sandwichbauteile mit faserverstärkten Deckschichten, EPP-Materialien mit Aluminiumpartikeln zur Energieabsorption oder Hybride aus EPP mit Keramiken zur Isolierung.
Weitere Informationen:


